 Industrial Automation branch INA
Industrial Automation branch INA 

The initial situation:
The German government has significantly tightened its targets as part of the amendment to the Climate Protection Act 2021. According to this, greenhouse gas emissions are to be reduced by 65% in 2030 compared to 1990. The industrial sector and manufacturing companies in particular can make a substantial contribution to global and national climate protection targets by reducing energy consumption, increasing energy efficiency and using renewable energies.
The challenge:
In order to meet climate targets while at the same time maintaining competitiveness and counteract the rising energy costs triggered by the current energy crisis, potential for energy optimization must be identified and exploited in the short term and to a greater extent.
Sensor data-based energy saving service from Fraunhofer IOSB-INA:
To provide your company with easy access to energy data on machines and plants as part of potential analyses, we use our scalable production data acquisition systems. These include energy meters that can collect energy data without significant intervention in the electrical installation of the machines. All that is required for the energy measurements is access to the three phases of the machine power supply and a reference voltage via a CEE socket. The recorded energy data can be stored and visualized locally or in the cloud in conjunction with optional additional sensor data. This offers the possibility to continuously collect production data over a certain period of time (e.g. one week), to display it to you on a dashboard and to save it. Following the measurement campaign, Fraunhofer researchers model and classify the data. From this, energy footprints can be generated for the company. Set target values can be matched with energy consumption and the product. It is then possible to make suggestions to the company in live operation on how current production can be adjusted to achieve a historically known footprint that cannot currently be achieved due to raw material changes or changes in production conditions. Companies also receive the OEE value of their machine(s) and, if applicable, important information on detected anomalies in the production process.
Our offer:
- Temporary energy measurement on machines and systems in combination with optional additional process data acquisition using mainly non-contact sensors with our scalable production data acquisition systems
- Visualization of live data on site and / or on the intranet on a dashboard
- Storage of data either locally or, if desired, on Fraunhofer cloud server
- AI assisted data classification in terms of energy footprint.
- Evaluation of the deviation of a current production with regard to a comparable production and creation of a hypothesis of measures to achieve a more energetically optimal condition of the production.
- Establish OEE transparency to identify energetic waste around the production process and during machine downtime
- Identification of occurring energetic as well as process-technical anomalies in the production process
- Examination of the production environment for thermal hotspots using an infrared camera
- Inclusion of peripheral units such as air compressors or drying modules based on the energy data
- Support in setting up a central energy cockpit on a self-hosted or cloud-hosted data platform
- Implementation of AI-based software solutions to increase energy efficiency (e.g. in the form of cross-plant energy optimization, energy-efficient job planning and intelligent control of electrical drives).
- Implementation of an ECO mode for machines and plants
- Preparation and implementation of further measures within the scope of Industrie 4.0 retrofits
The savings potential in the example:
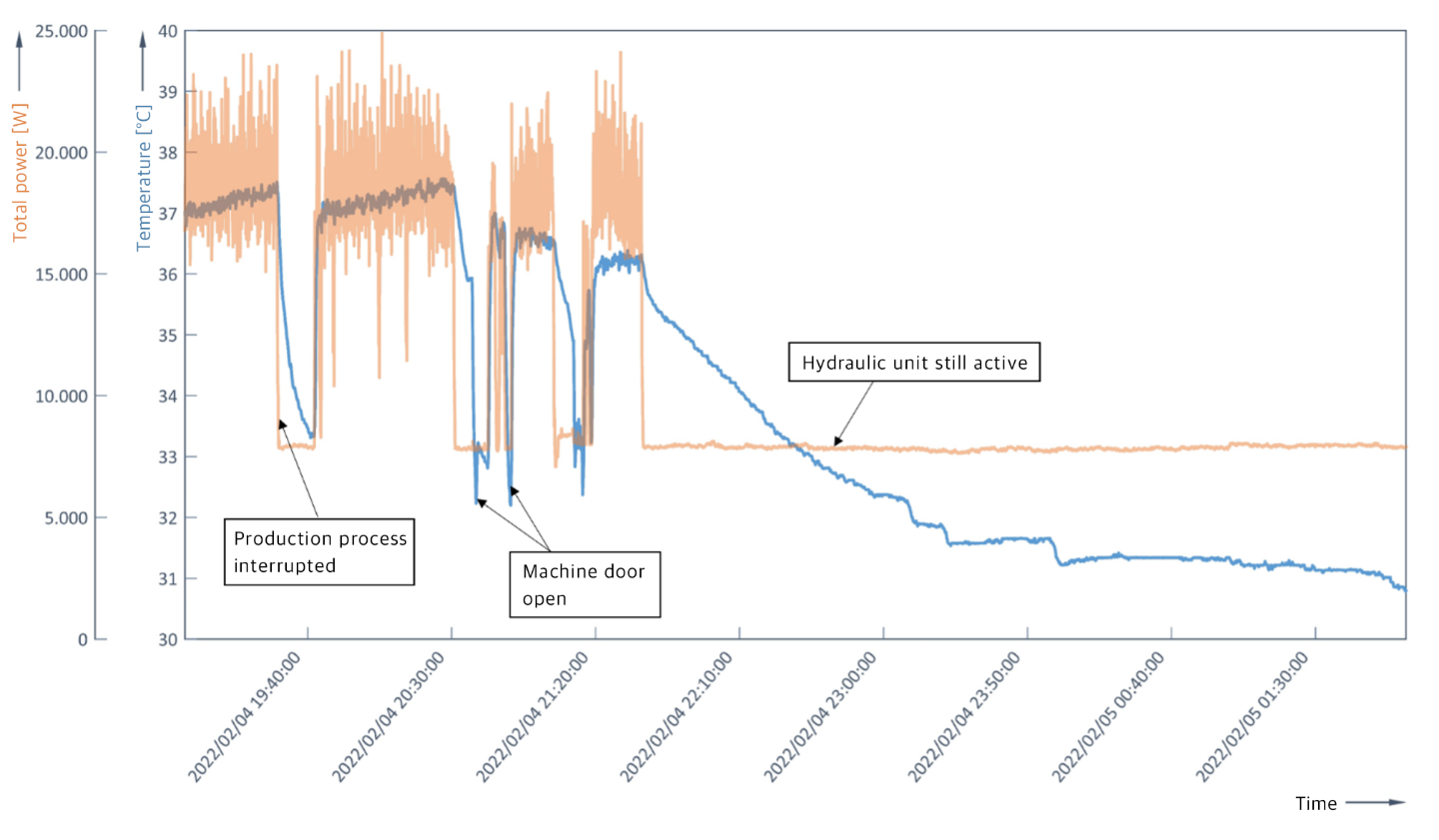
Using the example of a cutting machine in a manufacturing company, Fraunhofer IOSB-INA showed by means of an energy data acquisition and analysis (see Figure 1) that hydraulic pumps were not switched off after the end of the shift and a power consumption of approx. 7.2 kW per machine was measured outside working hours (see Figure 2). Assuming electricity costs of 50 cents/kWh, depending on the number of working shifts, the company thus incurred annual and machine costs of approx. €7,400 for 3-shift operation in accordance with the IG Metall collective wage agreement, or €24,300 for 1-shift operation with 8 hours each weekday.
Further information and references:
Friesen, Andrej; Flatt, Holger; Jasperneite, Jürgen: Leitfaden Retrofit für Industrie 4.0 - Neuer Nutzen mit vorhandenen Maschinen. In: VDMA Forum Industrie 4.0, Frankfurt am Main, Nov. 2020.
Schulte, Bastian; Flatt, Holger; Schulte, Reinhold; Kleinhans, Chris: Automatisierte Qualitätskontrolle: Retrofit für Bestandsanlagen. atp magazin 08/2022, S. 46 ff, 2022.
Firma Weier: Potentialanalyse für Drehmaschinen. In: it’s owl, Projektwebseite, 2021
Firma Weier: Umsetzung eines permanenten Retrofits für eine Drehmaschine. In: it’s owl, Projektwebseite, 2021
Firmen Bosch Rexroth und Friedrichs & Rath: Umsetzung von Praxisbeispielen zum Thema Industrie 4.0 Retrofit. In: VDMA Leitfaden Retrofit für Industrie 4.0, 2020
Firma Miele & Cie. KG: In: Digital Manufactoring Magazine, Projektwebseite, 2015
Innovation project „Maschinelles Lernen für die Produktion und deren Produkte (ML4Pro²)“, In: it’s OWL, Projektwebseite, 2022
Innovation project „Intelligente Antriebs- und Steuerungstechnik für energieeffiziente Intralogistik“. In: it’s owl, Projektwebseite, 2017
IGF-project „Analyse und Überwachung des Energieverbrauchs in der Verfahrenstechnik und der Produktionstechnik“. In: IMMS, Abschlussbericht, 2014